من اختيار المنتج الأولي وتصميم تخطيط الموقع إلى وصلات الأنابيب الخارجية والداخلية اللوح والحشوة والتجميع، فإن كل خطوة في عملية تركيب مبادل الحرارة اللوحي تتضمن نقاطًا حرجة تتطلب تحكمًا دقيقًا. ويظن الكثيرون ظنًّا خاطئًا أن مرحلة "التجميع الداخلي" وحدها هي التي تُشكِّل العمل الحقيقي للتركيب، فيعتبرون اختيار المنتج وتكوين شبكة الأنابيب وعملية الرفع مجرد "تحضيرات أولية"، مما يؤدي إلى تخفيف متطلباتهم. وفي الواقع، فإن كل خطوة — بدءًا من التحقق من المعطيات الواردة في أول رسم تصميمي وانتهاءً بالتشديد النهائي لآخر برغي تثبيت — تؤثر مباشرةً في استقرار التشغيل على المدى الطويل وكفاءة تبادل الحرارة وعمر المعدات الافتراضي.
١.١ الاختيار غير المناسب
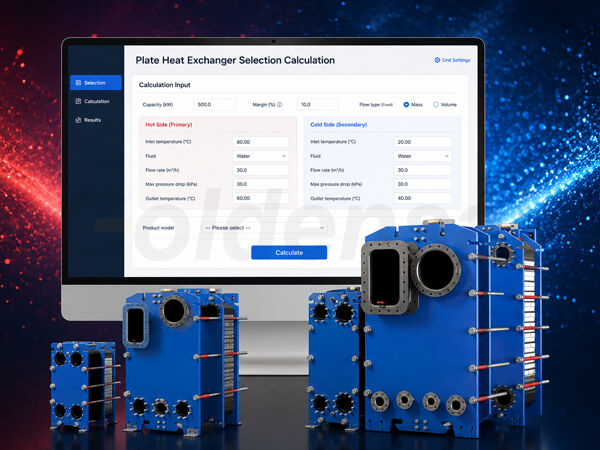
إذا كانت مواصفات مبادل الحرارة اللوحي (مثل مساحة تبادل الحرارة ونوع مادة الألواح) غير متناسقة مع حمل النظام وخصائص السائل، فسيؤدي ذلك مباشرةً إلى أداء تبادل حراري دون المستوى المطلوب أو تآكل المعدات وفشلها المبكر.
١.٢ الأساس غير الكافي
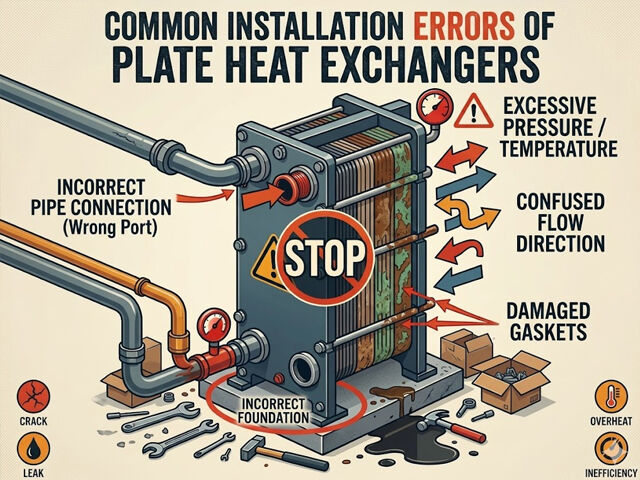
تركيب المعدات على أساس غير مستوٍ أو غير قوي بما يكفي سيؤدي إلى تشوه الإطار وتلف ختم الحشوات وحدوث تسريبات.
١.٣ مساحة الصيانة غير الكافية
عدم ترك مساحة صيانة كافية حول المعدات وفقًا للمواصفات المحددة (ويُوصى عمومًا بمسافة تزيد عن متر واحد) سيُسبب صعوباتٍ بالغة في عمليات الصيانة اللاحقة والتفكيك والتنظيف.
٢.١ التوصيل القسري
هذه إحدى أخطاء التركيب الأكثر شيوعًا. فإذا وُجد عدم انتظام في المحاذاة بين الأنبوب وواجهة مبادل الحرارة، فإن اللحام القسري أو التشديد بالمسامير سيولّد إجهادات هائلة، مما يؤدي في النهاية إلى تشوه الصفائح أو طرد الحشوات.
٢.٢ تنظيف خطوط الأنابيب بشكل غير كافٍ
إذا لم تُزال بقايا اللحام، و filings الحديد، والشوائب الأخرى من خطوط الأنابيب الجديدة فورًا، فقد تسد هذه الشوائب بسهولة القنوات الضيقة لتدفق السوائل أو تُحدث خدوشًا على أسطح الختم الدقيقة للصفائح.
٢.٣ عكس اتجاه تدفق الوسيط
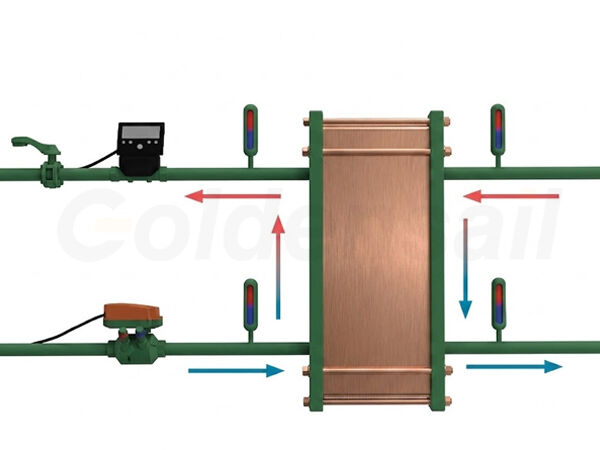
إن الاتصال الخاطئ لاتجاهات المدخل والمخرج لكلٍ من الوسيط الساخن والوسيط البارد لا يؤدي فقط إلى ارتفاع أو انخفاض غير طبيعي في درجة حرارة المياه الخارجة، بل ويخلّ أيضًا بشكلٍ جسيمٍ بنمط تبادل الحرارة «المضاد للتيار» الذي تعتمد عليه مبادلات الحرارة اللوحية الأنظمة لتشغيلها بكفاءة، ما يؤدي إلى انخفاض كبير في كفاءة تبادل الحرارة.
٢.٤ تركيب الصمامات الحرجة بشكل غير صحيح
إن غياب الفلتر الموجود قبل مبادل الحرارة يعرّض المعدات لخطر التلوث على المدى الطويل؛ كما أن عدم وجود صمام تهوية في أعلى نقطة من خط الأنابيب يسمح بتجمع الهواء مُشكِّلاً ما يُعرف بـ"الانسداد الهوائي"، مما يعيق عملية تبادل الحرارة؛ وغياب صمام تصريف في أدنى نقطة يمنع إفراغ المياه المتراكمة، ما قد يؤدي إلى تجمد المعدات وتشققها في فصل الشتاء؛ كما أن تركيب صمامات ذات فتح وإغلاق سريع مثل الصمامات الكهرومغناطيسية عند مدخل ومخرج المعدات يمكن أن يولّد بسهولة ظاهرة "الضربة المائية" عند تشغيل هذه الصمامات، حيث تؤدي قوة التأثير إلى إلحاق الضرر بالهيكل الداخلي للمعدات.
قطر الأنابيب غير الكافي: إذا كان قطر الأنابيب المتصلة أصغر من قطر واجهة مبادل الحرارة، فإن ذلك سيؤدي إلى مقاومة محلية مفرطة وتدفق غير كافٍ، مما يؤدي في النهاية إلى عدم تحقيق درجة حرارة التسخين أو التبريد للمتطلبات التصميمية.
٤.١ اتجاه أو تسلسل تركيب اللوحة غير الصحيحَين
اللوحات المُركَّبة بشكل معكوس أو المرتبة بشكل غير منظم (مثل وجود لوحتين من النوع «أ» متجاورتين) ستُخلُّ بسلامة قنوات التدفق الداخلية، مما يؤدي إلى «اختصار» السائل أو توزيعه بشكل غير متساوٍ جدًّا.
٤.٢ عدم انتظام موضع اللوحات
انحراف اللوحات أو عدم انتظام أخاديد التوجيه العلوية والسفلية أثناء التركيب سيؤدي إلى تحمُّل إجهادات غير متساوية من قِبل مجموعة اللوحات المضغوطة، ما يجعلها نقطة محتملة للتسرب.
٤.٣ تركيب الجوان بشكل غير سليم
الاستمرار في استخدام الجوانات المتآكلة أو التالفة: المخاطرة باستخدام جوانات متآكلة أو متشقِّقة يُعد سببًا مباشرًا للتسرب.
٤.٤ تركيب الجوان بشكل غير منتظم أو عدم إدخاله بالكامل في الأخاديد
وهذا سيمنع الجوان من الإحكام اللازم للإغلاق تحت الضغط، ما يؤدي إلى التسرب.
٤.٥ التلامس مع الزيت أو الأوساخ
إذا تلامست الزيوت أو الغبار أو غيرها من الشوائب مع الحشوات أو أخاديد الإغلاق أثناء التركيب، فسوف تتسبب في تآكل الحشوات أو ضغطها، مما يُضعف تأثير إغلاقها.
٥.١ تسلسل شد غير صحيح
عدم شد البراغي وفق تسلسل "قطري متقاطع" سيؤدي إلى عدم انتظام لوحة الضغط، ما يتسبب في توزيع غير متساوٍ جدًّا للإجهاد على تجميع اللوحات.
٥.٢ عزم شد غير مناسب
البراغي الفضفاضة ستؤدي إلى ضعف الإغلاق وحدوث تسرب؛ أما البراغي المشدودة بشكل مفرط فستتلف الحشوات وقد تسبب تشوهًا بلاستيكيًّا لا رجعة فيه في اللوحات. ويجب دائمًا استخدام مفتاح عزم الدوران والالتزام بقيم العزم المحددة من قِبل الشركة المصنِّعة.
٦.١ رفع غير سليم
إن ربط هيكل المعدات أو الأنابيب الضعيفة المتصلة به مباشرةً بواسطة حبال سلكية لرفعها سيؤدي إلى تشويه الهيكل أو تلف الأنابيب. ويجب استخدام أدوات الرفع المتخصصة، ويجب أن يقع نقطة الإجهاد على مسامير الرفع المُحددة مسبقًا في المعدات.
6.2 التعامل الخشن والاصطدام
قد يؤدي التعامل الخشن مع الألواح أو سحبها على الأرض إلى تلف حوافها أو أسطح إغلاقها أو انهيار تجعّداتها. لذا يجب التعامل معها بعناية أثناء التشغيل.
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 PT
PT
 RU
RU