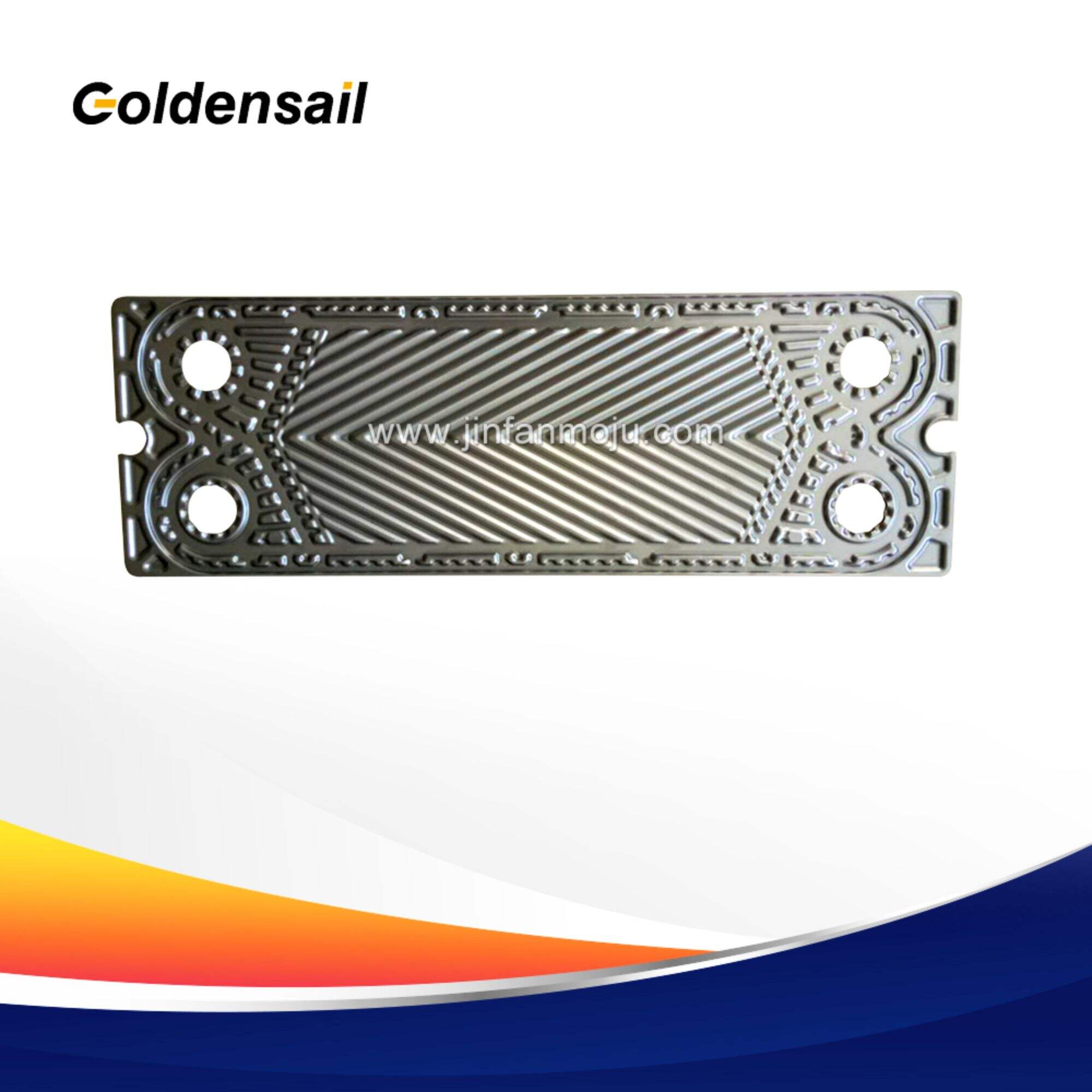
В промышленных чистых помещениях с жёсткими требованиями к производству — например, в фармацевтике, биоинженерии, точной электронике и производстве высококачественных продуктов питания и напитков — каждая деталь имеет решающее значение для качества и безопасности конечного продукта. Точное поддержание температуры является ключевым фактором, влияющим на качество продукции и выход готового продукта. Будь то стерилизация и нагрев ферментёров, быстрое охлаждение промежуточных продуктов или поддержание постоянных температуры и влажности в чистых помещениях — всё это зависит от эффективной и стабильной работы теплообменного оборудования. Среди такого оборудования пластинчатые теплообменники из нержавеющей стали благодаря высокой эффективности теплопередачи и компактной конструкции стали предпочтительным выбором для систем чистых помещений. Рама пластинчатого теплообменника, по сути, представляет собой жизненно важный компонент, обеспечивающий точную, безопасную и чистую работу всего процесса теплопередачи.
Стандарт рама пластинчатого теплообменника с уплотнительными прокладками обычно включает следующие пять ключевых компонентов:
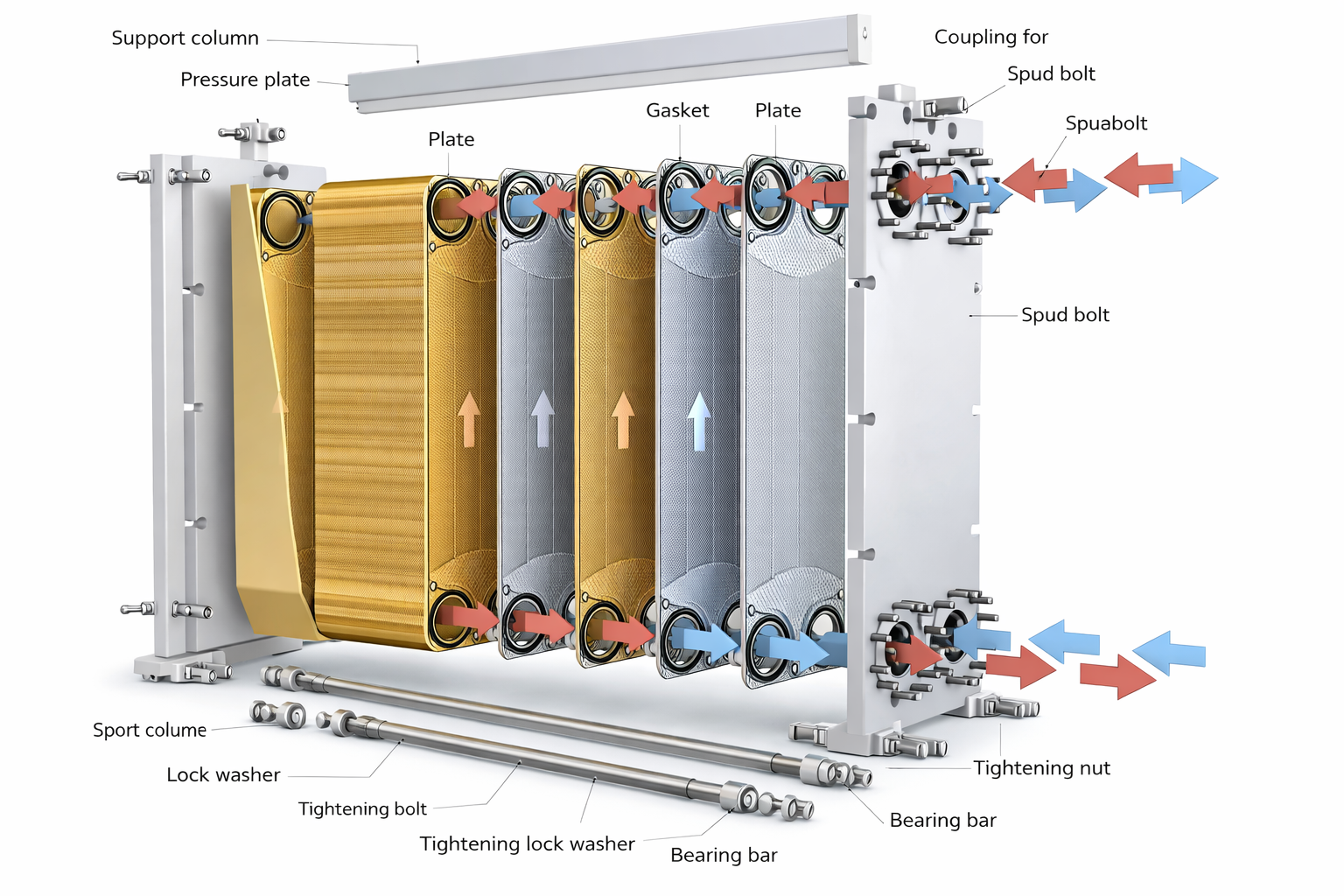
Неподвижная пластина: Обычно более толстая, крепится к фундаменту анкерными болтами. Все входные и выходные соединения (фланцы) обычно расположены с этой стороны.
Подвижная плита: Расположен на противоположном конце сборки пластин и может перемещаться вдоль направляющих стержней. Его функция заключается в равномерном распределении давления по пластинам.
Направляющие стержни: Направляющие, поддерживающие пластины и подвижную упорную плиту. Верхний направляющий стержень выполняет несущую и направляющую функции, а нижний направляющий стержень предотвращает боковое качание пластин.
Опорная колонна: Вертикальная колонна, поддерживающая концы направляющих стержней, обеспечивает устойчивость каркаса ПТУ.
Зажимные болты: Винты, равномерно расположенные по периметру зажимной плиты, создают значительное зажимное усилие при вращении гаек, преодолевая давление внутренней жидкости.
Рамы пластинчатых теплообменников из нержавеющей стали, как правило, изготавливаются из нержавеющей стали марок 304 или 316L с высококачественной отделкой поверхности. Благодаря механической полировке и пассивации на поверхности образуется плотный оксидный слой, устраняющий типичные для рам из углеродистой стали проблемы коррозии и отслаивания покрытия. Это также затрудняет оседание и размножение микроорганизмов и пыли на поверхности. Соблюдая те же гигиенические принципы проектирования, что и для стен и полов чистых помещений, поверхность рамы гладкая, не имеет мёртвых зон, устойчива к коррозии и легко поддаётся очистке. Она способна выдерживать ежедневную дезинфекцию различными химическими дезинфектантами и чистым паром при высокой температуре без потери эксплуатационных свойств. Поскольку поверхность не ржавеет и не корродирует, внешняя конструкция оборудования не представляет риска загрязнения для среды чистого помещения.
Трубы рама пластинчатого теплообменника из нержавеющей стали хорошо сохраняет свои эксплуатационные характеристики в тяжёлых условиях работы благодаря прочным механическим свойствам и устойчивости к термическим нагрузкам. Тяжёлые неподвижные и подвижные зажимные плиты в сочетании с болтами повышенной прочности обеспечивают достаточную жёсткость оборудования при высоких температуре и давлении, предотвращая деформацию конструкции. Верхние и нижние направляющие стержни позволяют всем плитам свободно перемещаться вдоль фиксированных направляющих при тепловом расширении и сжатии, снижая вероятность повреждения плит или нарушения герметичности уплотнений из-за локальных термических напряжений. Конструкционная стабильность, обеспечиваемая качественно выполненной рамой, напрямую способствует увеличению срока службы, сокращению потребности в техническом обслуживании и повышению безопасности эксплуатации — всё это имеет особое значение в чистых помещениях, где требуется непрерывное производство и необходимо избегать внеплановых остановок.
| Направления оценки | Ключевые требования и их значимость для чистых систем | Руководство по выбору |
|---|---|---|
| Марка материала | Должен быть нерассыпающимся, устойчивым к коррозии и легко очищаемым для выдерживания частой стерилизации и гигиеничных условий эксплуатации. | рекомендуется использовать нержавеющую сталь марки 316L. Содержание молибдена в ней обеспечивает превосходную стойкость к хлоридной коррозии по сравнению с нержавеющей сталью марки 304. Сертификаты на материал должны быть проверены на соответствие стандартам ASTM или GB. |
| Обработка поверхности | Снижает шероховатость поверхности (Ra), предотвращая адгезию микроорганизмов и образование биопленок, что является обязательным требованием для соответствия стандартам GMP. | Контактные поверхности должны подвергаться механической полировке или электрохимической полировке с обеспечением шероховатости поверхности Ra ≤ 0,8 мкм. Рекомендуется пассивация для дальнейшего повышения коррозионной стойкости. |
| Прочность конструкции и толщина | Должен выдерживать силу зажима и эксплуатационные нагрузки, чтобы предотвратить деформацию и обеспечить надёжность уплотнения в течение длительного срока службы. | Неподвижная давящая пластина, как правило, толще подвижной (примерно в 1,5–2 раза), чтобы выдерживать совместные нагрузки давления. Толщина должна рассчитываться на основе проектного давления (например, 1,0 / 1,6 МПа). Для крупных агрегатов толщина неподвижных пластин может достигать 40–50 мм. |
| Направляющие штанги и зажимные болты | Направляющие штанги обеспечивают опору и выравнивание пакета пластин, а болты создают равномерное зажимное усилие. Оба элемента должны быть устойчивы к коррозии. | Рекомендуется изготавливать направляющие штанги из нержавеющей стали или оцинкованной углеродистой стали. Зажимные болты должны быть выполнены из высокопрочной нержавеющей стали или оцинкованной углеродистой стали и оснащены устройствами против самоотвинчивания. Конструкция верхней направляющей штанги с двойным уклоном повышает устойчивость пластин. |

 EN
EN
 AR
AR
 FR
FR
 DE
DE
 PT
PT
 RU
RU